-
1 metal flow
-
2 slipping
скольжение, пробуксовывание (металла в валках) -
3 forward slip
опережение
Превышение скорости выхода прокатываемого металла из валков над их окружной скоростью, выражается в процентах. Экспериментально опережение часто определяют по разнице расстояний между нанесенными на валках кернами и их отпечатками на полосе. Опережение учитывается при расчете скоростей на непрерывном стане, межклетевого натяжения, момента прокатки и др. параметров.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
опережение
Превышение скорости выхода прокатившегося металла из валков (v,) над их окружной скоростью (VB): S = (v, — VB)/VB, выражается в процентах. При прокатке тонких полос распространена упрощенная формула S = Ry2/h, где R — радиус валков, у — нейтр. угол, h — толщина выходящей из валков полосы. Экспериментально опережение часто определяют по разнице расстояний между нанесенными на валках кернами и их отпечатками на полосе. Опережение учитывается при расчете скоростей на непрерывность стана, межклетьевого натяжения, момента прокатки и др. параметров.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > forward slip
-
4 camber
Прогиб.1) Искривление продольной кромки листового металла.2) Тенденция материала, прокатанного в лист изгибаться в той же плоскости.3) Величина прогиба используется для определения точки на прокатных валках, где средний диаметр был увеличен для компенсации отклонения, обусловленного давлением на валках.4) Отклонение ленточного кабеля или гибкого многослойного материала от прямой линии на определенной длине. -
5 lengthwise rolling
прокатка продольная
Прокатка, при которой раскат выходит из валков перпендикулярно их осям, валки вращаются в противоположных направлениях и, их оси лежат в одной плоскости; при этом в каждой точке контактной поверхности угол между векторами скорости валков и осевой составляющей скорости металла равен нулю. Продольная прокатка — наиболее распространенный вид прокатки, которым производят длинномерные изделия и полуфабрикаты (заготовку, сорт, листы и др.) за счет уменьшения высоты раската (при прокатке в гладких валках) и одновременно высоты и ширины (для большинства случаев прокатка в калибровочных валках).
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > lengthwise rolling
-
6 longitudinal rolling
прокатка продольная
Прокатка, при которой раскат выходит из валков перпендикулярно их осям, валки вращаются в противоположных направлениях и, их оси лежат в одной плоскости; при этом в каждой точке контактной поверхности угол между векторами скорости валков и осевой составляющей скорости металла равен нулю. Продольная прокатка — наиболее распространенный вид прокатки, которым производят длинномерные изделия и полуфабрикаты (заготовку, сорт, листы и др.) за счет уменьшения высоты раската (при прокатке в гладких валках) и одновременно высоты и ширины (для большинства случаев прокатка в калибровочных валках).
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > longitudinal rolling
-
7 forging
Ковка.Процесс обработки металла до нужной формы ударами или давлением в молотах, ковочных прессах, высадочных прессах, прессах, валках и связанном с этим оборудованием. Кузнечные молоты и ковочные машины с высокоэнергетическим коэффициентом воздействия удара на заготовку, в то время как в большинстве других типов ковки используют оборудование, применяющее нагнетание давления, необходимого для деформации. Некоторые металлы могут быть откованы при комнатной температуре, но большинство из них становятся более пластичными при нагревании.
* * *• ковка• кующий -
8 form rolling
Формование прокаткой.Горячая прокатка, чтобы получить необходимое поперечное сечение; не путать с roll forming - Прокаткой листового металла или с roll forging — Ковкой в валках. -
9 pass
-
10 skin pass
-
11 groove
- формообразующая полость
- риска (дефект поверхности проката черных металлов)
- подготовка кромок (под сварку)
- паз
- канавка резьбы
- канавка (записи)
- калибр (металлургия)
- делать пазы, канавки
- бороздка
бороздка
Элемент вторичной структуры ДНК - углубление между выступающими частями нуклеотидов; различают чередующиеся малую (между комплементарными основаниями, т.е. «внутрь» молекулы ДНК) и большую Б.; в плоском продольном срезе большая и малая Б. составляют шаг спирали ДНК.
[Арефьев В.А., Лисовенко Л.А. Англо-русский толковый словарь генетических терминов 1995 407с.]Тематики
EN
делать пазы, канавки
желобить
—
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
Синонимы
EN
калибр
1. Толщина листа или диаметр провода. Различные стандарты произвольны и отличаются для железных и цветных сплавов.
2. Инструмент для визуального контроля, который позволяет инспектору определить, соответствуют ли размер или контур сформированной детали размерным требованиям.
3. Прибор, используемый для измерения толщины или длины.
калибр
1. Профиль отверстия, образованного смежными ручьями прокатных валков в рабочем положении и зазорами между ними, служит для придания заданных формы и размеров сечению раската. Обычно калибр образуется двумя, реже — тремя и четырьмя валками. По форме калибры могут быть простые — прямоугольные, круглые, квадратные, ромбические, овальные, полосовые, шестиугольные, стрельчатые и фасонные — уголковые, двутавровые, швеллерные и др. По конструкции, т.е. положению линии разъема, калибры подразделяют на открытые и закрытые, по расположению на валках — открытые, закрытые, полузакрытые и диагональные. По назначению — обжимные, вытяжные, черновые, предчистовые и чистовые калибры. Основные элементы калибров — зазор между валками, выпуск калибра, разъем, бурты, закруглеиия, нейтральная линия.
2. Сменный технологический инструмент, закрепленный на рабочем валке.
3. Бесшкальный измерительный инструмент для контроля размеров, формы и взаимного расположения частей изделия сравнением размера изделия с калибром по вхождению или степени прилегания их поверхностей.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
канавка (записи)
Ндп. бороздка
Дорожка механической записи в виде углубления, непрерывно образуемого в носителе записи при записи.
[ ГОСТ 13699-91]Недопустимые, нерекомендуемые
Тематики
EN
DE
FR
канавка резьбы
канавка
Пространство, заключенное между выступами резьбы (черт. 1 и 2).
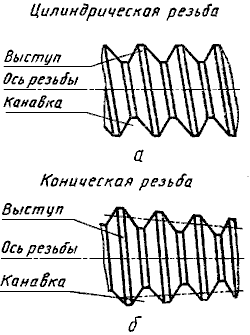
Черт.1
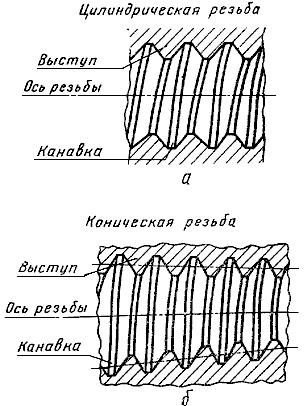
Черт. 2
[ ГОСТ 11708-82( СТ СЭВ 2631-80)]Тематики
Синонимы
EN
DE
FR
паз
Гнездо продолговатой формы с параллельными боковыми поверхностями
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]EN
DE
FR
подготовка кромок (под сварку)
разделка кромок (под сварку)
подготавливать кромки
разделывать кромки
—
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
Синонимы
EN
риска
Дефект поверхности в виде канавки без выступа кромок с закругленным или плоским дном, образовавшийся от царапания поверхности металла изношенной прокатной арматурой.
Примечание. Дефект не сопровождается изменением структуры и неметаллическими включениями. На последующих операциях края риски могут прикатываться.
[ ГОСТ 21014-88]Недопустимые, нерекомендуемые
Тематики
EN
DE
FR
формообразующая полость
Ндп. канавка
формующая полость
Пространство в пресс-форме, ограниченное поверхностями формообразующих деталей, форму и размеры которых приобретает изделие, где происходит его вулканизация.
[ ГОСТ 23165-78]Недопустимые, нерекомендуемые
Тематики
- пресс-формы для резинотехн. изделий
Обобщающие термины
EN
DE
Англо-русский словарь нормативно-технической терминологии > groove
-
12 bulge
выпуклость
Дефект формы плоского проката - увеличение толщины от краев к центру или ширины от концов полосы к середине - образуется при прокатке металла в перегретых или выработан. валках, а также при подстужив. концов слитка или раската.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > bulge
-
13 convexity
- усиление (шва) (св.)
- выпуклость
выпуклость
Дефект формы плоского проката - увеличение толщины от краев к центру или ширины от концов полосы к середине - образуется при прокатке металла в перегретых или выработан. валках, а также при подстужив. концов слитка или раската.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
усиление (шва) (св.)
—
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > convexity
-
14 effective roll diameter
катающий диаметр валка
Условный Д. валков, которому соответст. окруж. скор., равная скор, выхода металла из валков при продольной прокатке без учета опереж. При прокатке в гладких валках или ящичных калибрах к. д. в. принимают, соответственно, по бочке и дну калибра. Обычно его рассчитывают по уравнению ?>к = D0— - F/b, где Dtl — нач. диам. валков, FH Ь — пл. и шир. раската после прохода.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > effective roll diameter
-
15 working stand
клеть рабочая
Основной элемент главной линии прокатного стана, включающий устройства для размещения, регулирования и закрепления прокатных валков; для деформации металла в прокатных валках. Состоит из двух массивных стальных или чугунных литых станин, установленных на шихтовинах, прикрепленных к фундаменту анкерными болтами; в станинах — подушки с подшипниками и прокатными валками, устройства для перемещения верхнего валка по высоте, направляющей проводки для прокатывания материала и др. По конструкции станины рабочей клети делят на два типа: закрытого и открытого.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > working stand
-
16 forging
ковка
ндп. свободная ковка
Обработка металлов давлением местным приложением деформирующих нагрузок с помощью универсального подкладного инструмента или бойков
[ ГОСТ 18970-84]
[ГОСТ 3.1109-82]
ковка
Способ обработки металлов в горячем состоянии посредством пресса или с помощью многократного прерывистого воздействия давлением
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]Недопустимые, нерекомендуемые
Тематики
- оборуд. для бесстружечной обработки
- технологические процессы в целом
EN
DE
FR
ковка
Процесс обработки металла до нужной формы ударами или давлением в молотах, ковочных прессах, высадочных прессах, прессах, валках и связанном с этим оборудованием. Кузнечные молоты и ковочные машины с высокоэнергетическим коэффициентом воздействия удара на заготовку, в то время как в большинстве других типов ковки используют оборудование, применяющее нагнетание давления, необходимого для деформации. Некоторые металлы могут быть откованы при комнатной температуре, но большинство из них становятся более пластичными при нагревании.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
поковка
Изделие или заготовка, полученные технологическими методами ковки, объемной штамповки или вальцовки.
Примечания
1. Кованая поковка - поковка, полученная технологическим методом ковки.
2. Штампованная поковка - поковка, полученная технологическим методом объемной штамповки.
3. Вальцованная поковка - поковка, полученная технологическим методом вальцовки из сортового проката.
[ГОСТ 3.1109-82]
[ ГОСТ 18970-84]
поковка
Полуфабрикат, изготовляемый ковкой.
[ ГОСТ 25501-82]Тематики
- заготовки и полуфабрикаты в металлургии
- оборуд. для бесстружечной обработки
- технологические процессы в целом
EN
DE
поковка)
(напр. ротора турбины
[А.С.Гольдберг. Англо-русский энергетический словарь. 2006 г.]Тематики
EN
работы кузнечные
Работы по изготовлению металлоизделий, выполняемые ковкой
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]EN
DE
FR
105. Поковка
D. Schmiedestück
E. Forging
Источник: ГОСТ 3.1109-82: Единая система технологической документации. Термины и определения основных понятий оригинал документа
Англо-русский словарь нормативно-технической терминологии > forging
-
17 spread rolling
прокатка поперечная
Прокатка, при которой оси валков и вращение между ними заготовки параллельно или расположено в одной плоскости, угол между векторами скорости валков и осевой составляющей скорости металла на контактной поверхности — 90°. Формоизменение при поперечной прокатке осуществляется в гладких или профилированных валках в результате уменьшения сечения всей или отдельных участков заготовки и удлинения раската вдоль продольной оси. Валки при поперечной прокатке вращаются в одном направлении, а раскат — в противоположном. Поперечную прокатку применяют для изготовления тел вращения постоянного или периодического профиля и специальных изделий, например, зубчатых колес, на деталепрокатных станах. Распространена разновидность поперечной прокатки — поперечно-клиновая прокатка.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > spread rolling
См. также в других словарях:
Захват металла — [biting] начальная стадия прокатки от начала контакта металла с валками до завершения заполнения металлом очага деформации. 3ахват металла в общем случае выражают соотношением углов захвата α и трения Р, где tgp = ц коэффицент трения между… … Энциклопедический словарь по металлургии
ПЛЮЩЕНИЕ металла — ПЛЮЩЕНИЕ металла, получение узких металлических лент (отношение ширины к толщине не более 15) главным образом холодной прокаткой (в гладких валках) круглой калиброванной проволоки … Энциклопедический словарь
прокатный стан — [(rolling) mill] комплекс машин и механизмов для пластической деформации металла в валках прокаткой. Оборудование прокатного стана для деформирования металла называется основным, а для прочих операций вспомогательными (транспортирующие рольганги … Энциклопедический словарь по металлургии
Непрерывное литьё — металлов и сплавов, процесс получения слитков и заготовок, основанный на равномерном перемещении металла относительно зон заливки и кристаллизации. При этом литейная форма может быть неподвижной или закономерно перемещаться (возвратно… … Большая советская энциклопедия
непрерывное литье — [continuous casting] процесс получения слитков и заготовок из металлов или сплавов, основанный на равномерном перемещении металла относительно зон заливки и кристаллизации. При этом литейная форма может быть неподвижна или закономерно… … Энциклопедический словарь по металлургии
Плющение — металла, способ получения узких металлических лент (отношение ширины к толщине не более 15) главным образом холодной прокаткой в гладких валках круглой калиброванной проволоки. Для П. используют как многоклетьевые непрерывные, так и… … Большая советская энциклопедия
Фасонные железо и сталь* — Под этим общим названием в технике и торговле подразумевается металл, оформленный в виде прямых полос с фигурным поперечным сечением, одинаковым по всей длине полосы. В частных случаях полоса может и не быть прямою, а представлять собою форму… … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона
Фасонные железо и сталь — Под этим общим названием в технике и торговле подразумевается металл, оформленный в виде прямых полос с фигурным поперечным сечением, одинаковым по всей длине полосы. В частных случаях полоса может и не быть прямою, а представлять собою форму… … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона
ГОСТ 21014-88: Прокат черных металлов. Термины и определения дефектов поверхности — Терминология ГОСТ 21014 88: Прокат черных металлов. Термины и определения дефектов поверхности оригинал документа: 34. Вкатанная окалина Ндп. Вдавленная окалина Вмятая окалина Прокатная окалина D. Einwalzzunder, Zundereinwalzungen Е. Rolled in… … Словарь-справочник терминов нормативно-технической документации
ГОСТ 2601-84: Сварка металлов. Термины и определения основных понятий — Терминология ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа: 47. Cвapкa трением Сварка с применением давления, при которой нагрев осуществляется трением, вызванным относительным перемещением свариваемых… … Словарь-справочник терминов нормативно-технической документации
Прокатка — металлов, способ обработки металлов и металлических сплавов давлением, состоящий в обжатии их между вращающимися валками прокатных станов (См. Прокатный стан). Валки имеют большей частью форму цилиндров, гладких или с нарезанными на них… … Большая советская энциклопедия